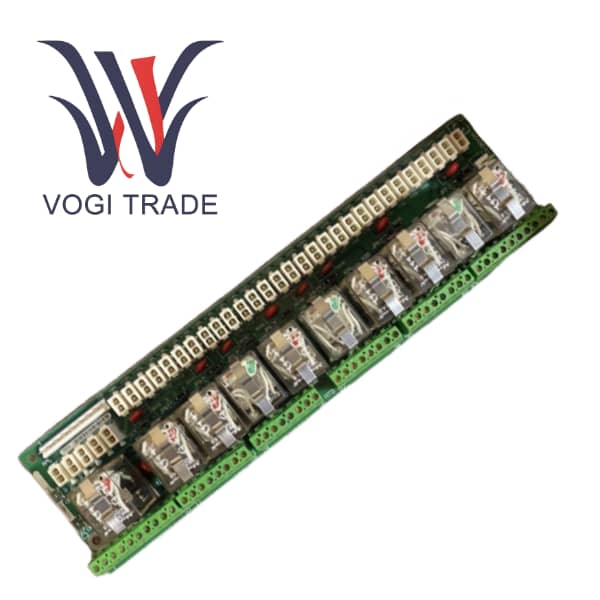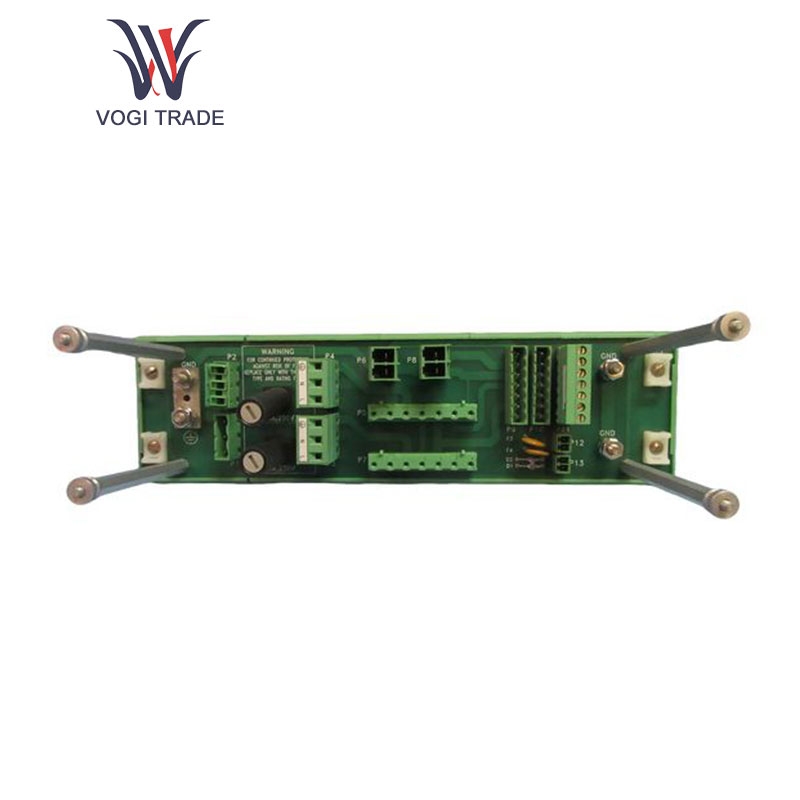
Brand:Westinghouse Description:Power Panel Module Condition:New Certificate:COO TEST REPORT WARRANTY LETTER Warranty:1 year Inventory Qty:5 Payment term:T/T Shipping Port: ShenZhen Westinghouse 5A26304G02 is an excellent analog input module with signal acquisition and processing, reliable data transmission, fault diagnosis and alarm, and flexible configurability.
|
Manufacture |
Westinghouse |
|
Model Number |
5A26304G02 |
|
Ordering Number |
5A26304G02 |
|
Catalog |
Ovation |
|
Country Of Origin |
United States |
|
HS CODE: |
8473309000 |
|
Dimension |
27.3*7.62*8.25CM |
|
Packing Dimension |
30*10*10CM |
|
Weight |
0.8KG |
Product introduction: Westinghouse 5A26304G02
Usage parameters
Input signal type: Generally, it can accept a variety of analog signal inputs, including voltage, current signals, etc. This type of module can flexibly adapt to the decision of the sensor signal source and meet the measurement needs of various industrial sites.
Number of channels: Generally, it has multiple input channels. The specific number may vary according to the product configuration, but the multi-channel design can collect multiple analog signals at the same time, improve the efficiency of data acquisition and system monitoring, and monitor multiple physical quantities at the same time.
Signal range: It provides common standard signal ranges such as 0-5V, 0-10V, 4-20mA, which matches the output signal range of most sensors on the market, ensuring that the signal can be correctly collected and processed, and ensuring the reliability and reproducibility of the data.
Resolution: Good resolution can accurately distinguish subtle changes in the input signal, provide more appropriate data support for industrial process control, and thus achieve more precise control and monitoring, which is very useful for meeting the accuracy requirements of parameter measurement and control in industrial production.
Sampling frequency: The input signal can be sampled at a faster time interval to ensure the real-time dynamic response behavior of the collected data, quickly capture any parameter changes in the industrial process, and promptly feed back to the control system for corresponding processing, ensuring that the system makes accurate control decisions in a timely manner.
Product function
Signal acquisition and processing: Field analog signal acquisition involves accurately collecting electrical signals from the field, such as electrical signals corresponding to physical quantities, which may be called temperature, pressure, flow or liquid level. These electrical signals can be filtered, amplified or linearized and converted into standard signals that may be required by the control system, thereby improving the quality and reliability of the data and providing control and monitoring.
Data transmission: Through a fast and stable communication interface, the collected and processed data is reliably transmitted to the security settings of the center or other connected devices, ensuring real-time information communication between the field equipment and the center, realizing full dataization, and the operator can timely understand the actual operation of the field and make corresponding adjustments and controls.
Fault diagnosis and alarm: It can monitor its own working status in real time when the input signal is abnormal. Once the reading deviates, it will immediately send out an alarm signal to notify relevant personnel to deal with it in time, ensure the reliability and safety of factory operation, reduce production delays and losses caused by equipment failures, and ensure the stability and continuity of industrial operation.
Configurability: It supports flexible configuration. Users can set parameters, configure channels, customize functions, etc. through corresponding software tools according to specific industrial application requirements, so that the product can better adapt to different control tasks and processes. It enhances the flexibility of product performance and adaptability to meet the personalized needs of different users in different environments.
Application scope
Power system: It is used in power plants and substations to monitor various operating parameters of generators, transformers, busbars and other equipment, such as voltage, current, power, oil temperature, winding temperature, etc., to monitor and protect power equipment in real time, ensure safe and stable power supply of the system, and send alarm signals to the power dispatching automation system to provide dispatchers with accurate power grid operation data information for reasonable dispatching decisions.
Petrochemical industry: used for monitoring various reactors, separators, heat exchangers and other equipment in the process of oil refining and chemical production, collecting and monitoring key parameters such as temperature, pressure, flow, liquid level, etc., providing accurate data support for complex chemical process control, ensuring stable operation of the production process and consistent product quality, and improving production efficiency and economic benefits. Iron and steel metallurgical industry: For blast furnaces, converters, continuous casting machines and other equipment, monitoring certain parameters such as temperature, pressure, flow, etc. can better control the production process and improveWhile improving the quality and production efficiency of steel products, it ensures the safe operation of equipment, reduces failures and reduces maintenance costs.
Water treatment industry: The operation of water treatment plants can monitor water quality parameters such as pH, dissolved oxygen, turbidity, and physical parameters such as water flow and water level, providing basic data for the automated control of water treatment operations, meeting wastewater standards, ensuring the safety of residents' water use, and improving the operating efficiency and management level of the water treatment environment.
Pharmaceutical industry: The control of environmental temperature, humidity, pressure and other parameters is crucial. Data monitoring and collection become product functions to ensure that the production environment meets GMP requirements, thereby ensuring the quality and stability of drugs. It can be used to monitor the working status of pharmaceutical equipment and ensure smooth production.